Small Vacuum Systems with oil-sealed vane pumps Our oil-sealed vacuum mini systems provide the reliability and essential performance and to succeed under challenging production conditions. They cover most of the demands of numerous vacuum consumers. Plug and play The system are provided with a tank, an electrical cabinet with controller
OIL-SEALED ROTARY VANE PUMPS 2-stage oil-sealed rotary vane vacuum pumps (GVD 40-275) The GVD series of 2-stage oil sealed rotary vane vacuum pumps deliver excellent ultimate vacuum pressure, high pumping speeds and superior vapor handling capabilities with quiet operation. Silent and steady We understand the need for quiet. With emphasis
Oil-sealed rotary vane pumps The GVS 16-630 A series operates according to the proven oil-sealed rotary vane principle that has been successfully used for many years in all general vacuum applications of industry packed with innovative features that ensure the highest possible performance at the lowest possible lifecycle cost. Benefits
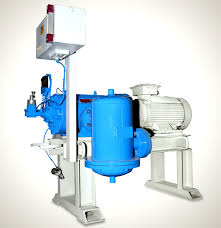
• Capacity 36000 M3 / Hr. • Vacuum upto 90% • Pressure upto 1.1 bar’g’ in single stage. • Suitable for Positive and Negative conveying and Boosting. Capacity: Upto 36000 M3 / Hr. to 90% Vacuum Swam Manufactures Liquid Ring Vacuum Pumps to suit your performance / process requirements. Bareshaft Pumps. Full Package Systems.
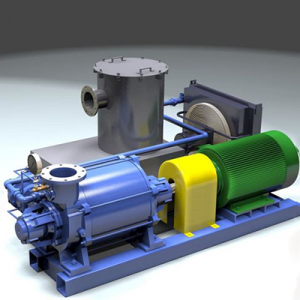
The vacuum boosters in combination with conventional Vacuum mechanical pumps boost high vacuum upto one micron. Ideal for low cost high displacement and vacuum from 50 Torr to one micron. Capacity: Upto 52000 M3 / Hr. Pressure: Upto 10-3 Torr in multi stage.
Gas boosters are used for circulation of gases for chemical processes. The gases handled are Hydrogen, Nitrogen, Oxygen, Biogas, Carbon-Di-Oxide, Methane, Mixed Gas, BF Gas, Coke Oven Gas etc. The boosters are fitted with improved sealing system to make it leak-proof. The mechanical seals are fitted, if application so warrants.
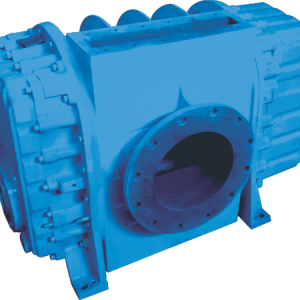
Economical and ideal for pneumatic conveying,blending and fluidizing of powdered or granular materials and aeration of liquids.The flow capacities upto 65,000 CMH and pressures upto 1.1 kg/cm2. The blowers for high suction pressures are with mechanical seals and pressurized lubrication and other design change. Capacity: Upto 65000 M3/Hr., Pressure : Upto 1.1 bar
Swam bulk vehicle truck blowers have been specifically designed to meet the operating requirements of bulk and silo vehicles in the generation of pressure and vacuum needed for the pneumatic loading and unloading of these Capacity: Upto 12000 M3 / Hr.
High efficiency Swam Turbo Blowers are most advanced single stage centrifugal machine based on high speed focused specialized technology oil less operation. Capacity: Upto 15000 CFM
For negative suction, the pumps are ideally suited for processes requiring medium vacuums such as degassing, exhausting and pneumatic conveying. Pumps with secondary cooling (MHV series) develop vacuumupto 8000 mmwg. The operation is completely dry. (Can also be used as Truck Blower Application).
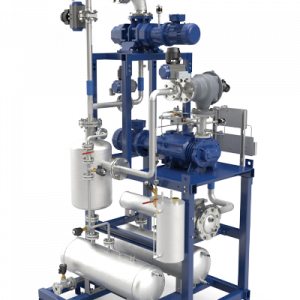
Swam offers complete turnkey vacuum system packages with very high vacuums. The system consists of backup pump with vacuum boosters, condensers, gauges, switches, starter panels etc. Thus Swam ready to provide optional total package solution and will deliver package solution and will deliver package performance as per client requirements.
Mechanical Booster Pumps The ZRS mechanical booster pumps feature a unique hydrokinetic drive which provides efficient power transmission with benefits in economy, performance and compactness. These booster pumps are suitable for use with high differential pressures which allow the booster pump to be started at the same time as the